Pemesinan pengencang dengan pemanasan induksi adalah proses yang melibatkan penggunaan arus listrik untuk memanaskan dan membentuk bagian logam seperti baut, sekrup, mur, dan ring. Pemanasan induksi adalah cara yang cepat, tepat, dan hemat energi untuk mengerjakan bagian logam, karena memungkinkan pemanasan non-kontak dan kualitas yang konsisten. Pemanasan induksi adalah cara yang cepat, tepat, dan hemat energi untuk menempa bagian logam seperti baut, sekrup, mur, dan ring.
Beberapa aplikasinya adalah:
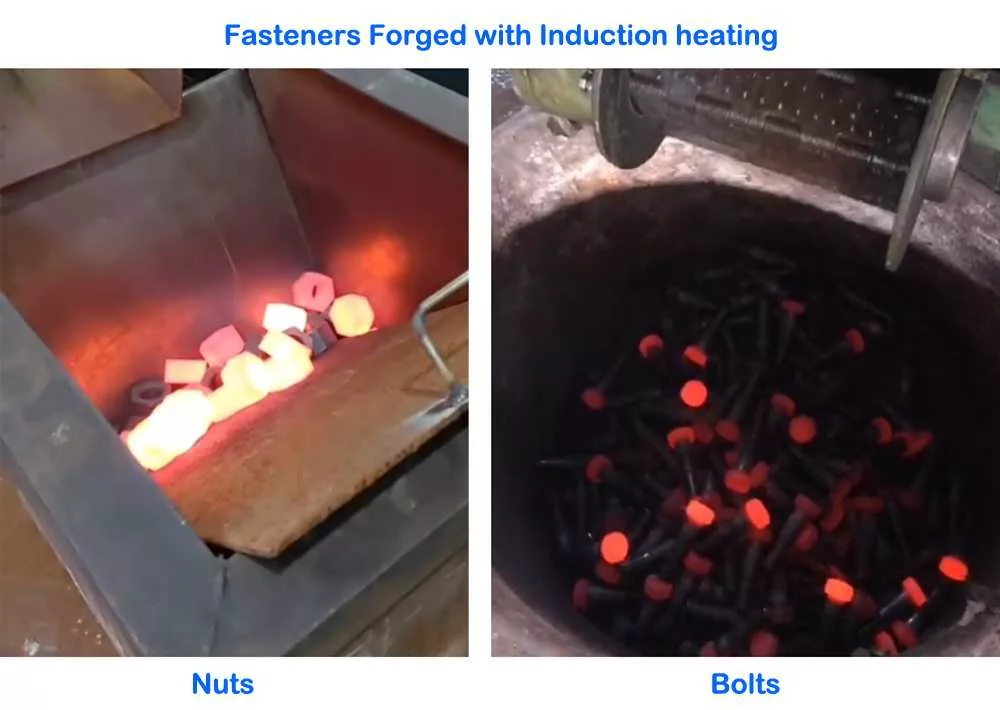
- Judul panas: Induksi digunakan untuk pemanasan awal kepala baut dan sekrup sebelum ditempa. Hal ini meningkatkan konsistensi, kualitas, dan produktivitas proses penempaan, serta mengurangi konsumsi energi dan jejak peralatan.
- Benang bergulir: Induksi digunakan untuk memanaskan pengencang sebelum membentuk benang ke dalamnya dengan cetakan gulungan benang. Hal ini mempunyai keunggulan dibandingkan pemotongan benang, seperti kekuatan yang lebih tinggi, penyelesaian permukaan yang lebih baik, dan biaya pengencang yang lebih rendah.
- Penambalan benang: Induksi digunakan untuk mengawetkan bahan cat atau bubuk yang digunakan dalam penambalan benang, yaitu metode mengunci pengencang pada tempatnya. Pemanasan induksi memungkinkan proses pengawetan bahan penambal secara cepat dan terkendali, sehingga menghasilkan pengikatan berkualitas tinggi dan andal.
- Penghapusan baut: Induksi digunakan untuk memanaskan baut yang disita untuk melebarkannya dan melepaskannya dari soketnya. Cara ini lebih aman dan efektif dibandingkan menggunakan obor atau kunci pas, karena dapat menghindari kerusakan pada bagian di sekitarnya dan mengurangi risiko cedera.
Berikut langkah-langkah menggunakan pemanas induksi untuk menempa pengencang:
Penempaan pengencang dengan pemanasan induksi adalah proses yang melibatkan penggunaan arus listrik untuk memanaskan logam dalam bentuk kumparan dan kemudian membentuknya dengan palu atau alat press.
- Pilih catu daya dan frekuensi yang tepat untuk sistem pemanas induksi Anda. Daya dan frekuensinya bergantung pada ukuran, bentuk, dan bahan batang atau batang logam yang ingin ditempa. Anda dapat menggunakan rumus P = m * c * ΔT / t untuk menghitung daya yang dibutuhkan untuk memanaskan logam hingga suhu yang diinginkan dalam waktu tertentu, dengan P adalah daya, m adalah massa, c adalah panas jenis, ΔT adalah perubahan suhu , dan t adalah waktu. Frekuensi mempengaruhi kedalaman penetrasi arus ke dalam logam. Umumnya frekuensi yang lebih rendah menghasilkan penetrasi yang lebih dalam dan frekuensi yang lebih tinggi menghasilkan penetrasi yang lebih dangkal. Anda dapat menggunakan rumus δ = 503 * √(ρ / (f * μ)) untuk menghitung kedalaman penetrasi, dengan δ adalah kedalaman, ρ adalah resistivitas, f adalah frekuensi, dan μ adalah permeabilitas. Anda juga dapat berkonsultasi dengan produsen sistem pemanas induksi Anda untuk mendapatkan panduan dalam memilih daya dan frekuensi yang tepat untuk aplikasi Anda.
- Tempatkan batang atau batang logam di koil induksi dan hidupkan daya. Kumparan harus berada dekat dengan ujung batang atau batangan yang ingin ditempa, tetapi tidak menyentuhnya. Kumparan juga harus diisolasi dengan baik dan didinginkan dengan air untuk mencegah panas berlebih dan kerusakan. Logam akan mulai memanas dengan cepat dan merata di dalam kumparan. Anda dapat menggunakan pirometer atau termokopel untuk memantau suhu logam. Anda harus memanaskan logam hingga suhu yang sesuai untuk penempaan, yang bergantung pada jenis logam dan sifat yang diinginkan dari produk akhir. Misalnya, baja karbon biasanya memerlukan suhu penempaan sekitar 1800°F (980°C), sedangkan baja tahan karat memerlukan suhu penempaan sekitar 2100°F (1150°C).
- Keluarkan logam dari kumparan dan pindahkan ke mesin tempa atau palu. Anda harus melakukan ini dengan cepat dan hati-hati untuk menghindari kehilangan panas dan menyebabkan cedera. Anda dapat menggunakan penjepit, penjepit, atau alat lain untuk menangani logam panas. Anda juga harus mengenakan sarung tangan pelindung, kacamata pelindung, dan pakaian untuk mencegah luka bakar dan percikan api. Anda dapat menggunakan cetakan dua bagian untuk membentuk ujung logam menjadi bentuk pengikat yang diinginkan, seperti kepala heksagonal, kepala persegi, atau kepala bulat. Anda harus memberikan tenaga dan kecepatan yang cukup untuk mengubah bentuk logam tanpa retak atau pecah. Anda juga dapat menggunakan cetakan penggulung benang untuk membentuk benang ke dalam pengikat yang dipanaskan, yang memiliki keunggulan dibandingkan pemotongan benang, seperti kekuatan lebih tinggi, permukaan akhir lebih baik, dan biaya lebih rendah.
- Ulangi proses ini untuk ujung batang atau batang logam lainnya, jika diperlukan. Anda juga dapat membuat beberapa pengencang dari satu batang atau batang dengan memotongnya menjadi beberapa bagian dan memanaskan setiap bagian secara terpisah. Anda harus memastikan bahwa pengencang konsisten dalam ukuran, bentuk, dan kualitas.
- Dinginkan pengencang palsu dan lakukan perawatan tambahan apa pun, seperti temper, pengerasan, atau pelapisan. Anda dapat mendinginkan pengencang melalui udara, air, atau minyak, tergantung pada jenis logam dan sifat yang diinginkan. Mendinginkan pengencang akan mengurangi tegangan sisa dan meningkatkan sifat mekanik logam. Anda juga dapat memanaskan kembali pengencang dalam kumparan saluran untuk melunakkannya dan menghilangkan tekanan penempaan. Tempering akan meningkatkan ketangguhan dan keuletan logam, sekaligus mengurangi kekerasan dan kerapuhan. Anda juga dapat mengaplikasikan lapisan pada pengencang, seperti seng, nikel, atau krom, untuk meningkatkan ketahanan terhadap korosi, tampilan, atau kinerja pengencang.
{kind=link}
{kind=link}
{kind=link}