Apa itu anil induksi?
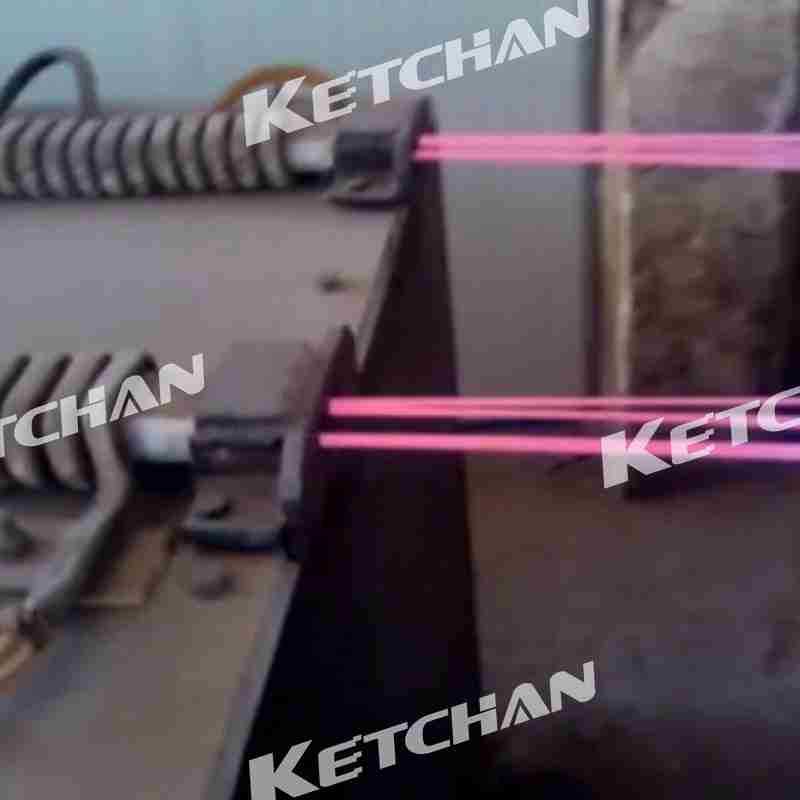
Anil induksi adalah bagian dari pemanasan induksi. Tujuan dari anil induksi adalah untuk mengubah kekerasan, ketangguhan, dan tegangan internal material logam sehingga mencapai sifat material terbaik. Keuntungan utama anil induksi adalah benda kerja dapat dipanaskan dengan cara yang ditargetkan dan berulang untuk selalu memastikan hasil yang sama. Karena panas dihasilkan langsung di benda kerja melalui medan elektromagnetik bolak-balik selama anil induksi, prosesnya dapat dikontrol dengan sangat tepat dan efisiensi tinggi dapat dicapai melalui penggunaan energi yang efisien. Ini memastikan distribusi panas yang seragam dan kedalaman penetrasi benda kerja. Dalam proses anil induksi, tidak ada pendinginan mendadak dengan air atau cairan pendingin seperti pada quenching induksi, tetapi suhu benda kerja diturunkan secara perlahan. Seluruh proses pemanasan tanpa kontak dan singkat.
Mengapa Menggunakan Anil Induksi?
Sifat material logam dapat ditingkatkan dengan sangat akurat dan andal dengan anil induksi. Anil induksi terutama digunakan untuk pelunakan anil dan penghilang stres anil, yang memiliki keuntungan besar dibandingkan dengan proses tradisional. Dengan anil induksi, kotoran dalam material dapat dihilangkan dengan perlakuan panas selama anil bersih.
- Dengan induksi, proses anil dapat mengurangi kekerasan baja, dan meningkatkan plastisitas, untuk memudahkan proses pemotongan dan deformasi dingin.
- Perhalus butiran, hilangkan cacat struktur mikro yang disebabkan oleh pengecoran, penempaan, dan pengelasan, bahkan struktur mikro dan komposisi baja, perbaiki sifat baja atau persiapkan struktur mikro dari perlakuan panas selanjutnya.
- Hilangkan tekanan internal pada baja untuk mencegah deformasi dan retak.
Anil induksi memberikan kontrol pemanasan yang sangat baik karena prosesnya dapat diatur dengan sempurna dengan frekuensi, daya, dan (lihat brazing) waktu anil induksi sesuai dengan sifat material yang diinginkan. Ini memastikan kualitas dan pengulangan perlakuan panas yang sangat tinggi, yang sangat penting dalam produksi massal.
Apa Proses Dan Aplikasi Annealing Induksi Baja?
Proses anil induksi yang umum meliputi anil homogenisasi, anil lengkap, anil tidak lengkap, anil isotermal, anil spheroidisasi, anil rekristalisasi, anil pelepas stres, dan sebagainya.
| NO. | Metode Anil | Tujuan utama | Fitur Proses Annealing | Rentang Aplikasi |
|---|---|---|---|---|
| 1 | Anil difusi | Seragam komposisi | Panaskan hingga AC30 (150-200)℃, tetap hangat untuk waktu yang lama dan dinginkan secara perlahan | Pengecoran baja dan bagian penempaan dan penggulungan dengan pemisahan komponen, dll. |
| 2 | Anil penuh | organisasi halus, mengurangi kekerasan | Panaskan hingga AC30 (150-200)℃, tetap hangat untuk waktu yang lama, dan dinginkan secara perlahan | Pengecoran, bagian pengelasan, dan baja karbon sedang dan bagian penempaan dan penggulungan baja paduan karbon sedang. |
| 3 | Anil sebagian | Perbaiki struktur, kurangi kekerasan | Panaskan hingga Acl 10 (40-60)℃ dan dinginkan perlahan setelah pengawetan panas | Bagian tempa dan gulung dari baja karbon sedang dan tinggi dan baja paduan rendah, dll. (tingkat penyempurnaan struktur mikro lebih rendah daripada anil penuh) |
| 4 | Anil isotermal | Perbaiki struktur, kurangi kekerasan, dan cegah bercak putih | Pemanasan ke Ac3 + (30 — 50) ℃ (baja hypereutectoid) atau Acl + (20 — 40) ℃ (baja eutektoid dan kekerasan, mencegah pembentukan baja eutektoid), pertahankan waktu tertentu, lalu dinginkan hingga sedikit lebih rendah dari Ar1 transformasi isotermal, dan kemudian pendinginan udara (air cooling) | Baja paduan karbon sedang dan beberapa coran berat baja paduan tinggi, tempa dan bagian stamping, dll. (struktur mikro dan kekerasan lebih seragam daripada anil penuh) |
| 5 | Anil spheroidizing | Pembulatan karbida, mengurangi kekerasan, meningkatkan plastisitas | Pemanasan ke Acl + (20 — 40)℃ atau Acl untuk mengurangi kekerasan, naikkan – (20 — 30)℃, setelah pengawetan panas pendinginan isotermal atau pendinginan lambat langsung | Mati dan bantalan bagian baja. Bagian ekstrusi dingin baja struktural |
| 6 | Anil rekristalisasi atau anil menengah | Penghapusan pengerasan kerja | Pemanasan ke Ac1 – (50-150)℃, pendinginan udara setelah pengawetan panas | Baja deformasi dingin dan bagian baja |
| 7 | Anil pereda stres | Menghilangkan stres internal | Pemanasan ke Ac1 – (100-200) C, setelah pengawetan panas, pendinginan udara atau pendinginan tungku hingga 200-300 ℃, lalu pendinginan udara | Bagian baja germanium, bagian las, dan bagian tempa |
Tags:dijual, anil induksi, pemanas anil induksi, mesin anil induksi, perlakuan panas induksi, Pemanas induksi, induksi pemanas, mesin pemanas induksi, KETCHAN, KETCHAN Electronic, Produsen, anil pipa, harga pompa cor beton mini, Pemasok, anil tabung, anil kawat, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Anda bisa berkunjung Zhengzhou KETCHAN electronic Co.,ltd Youtube ruang video untuk lebih. Terima kasih.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}