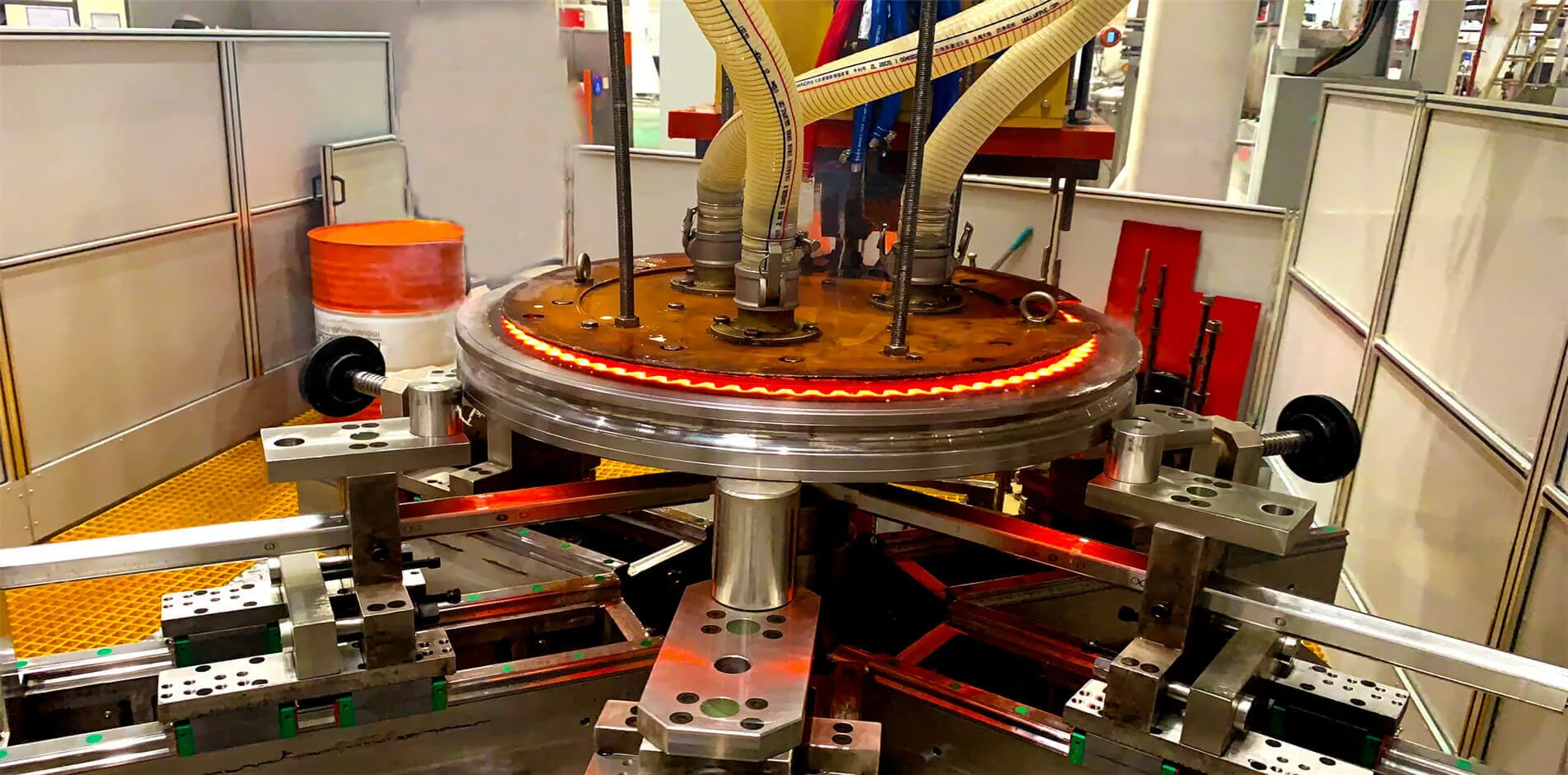
Pengerasan induksi adalah jenis pengerasan permukaan di mana bagian logam dipanaskan oleh medan magnet bolak-balik dan kemudian didinginkan (didinginkan dengan cepat). Logam yang dipadamkan mengalami transformasi martensit, meningkatkan kekerasan dan kerapuhan bagian tersebut. Pengerasan induksi digunakan untuk mengeraskan area bagian atau rakitan secara selektif tanpa mempengaruhi sifat bagian secara keseluruhan. Pengerasan induksi adalah proses umum untuk meningkatkan ketahanan aus, kekerasan permukaan, dan umur kelelahan komponen baja seperti poros, roda gigi, pegas, dan stempel.
Bagaimana cara memilih frekuensi pengerasan induksi?
Frekuensi pemanasan mesin pengerasan induksi bergantung pada beberapa faktor, seperti ukuran dan bentuk benda kerja, kedalaman dan pola pemanasan yang diperlukan, laju produksi, serta biaya dan ukuran peralatan. Umumnya, frekuensi yang lebih tinggi menghasilkan kedalaman pemanasan yang lebih dangkal dan pola panas yang seragam, tetapi juga membutuhkan lebih banyak daya dan dapat menyebabkan lebih banyak gaya elektrodinamik dan kebisingan akustik. Frekuensi yang lebih rendah menghasilkan kedalaman pemanasan yang lebih dalam dan pola panas yang kurang seragam, tetapi juga membutuhkan daya yang lebih kecil dan dapat menyebabkan gaya elektrodinamik dan kebisingan akustik yang lebih sedikit.
Untuk pengerasan induksi, frekuensi dibagi menjadi dua kelompok: frekuensi menengah (MF) dan frekuensi radio (RF). Rentang MF biasanya dari 3-50kHz, dan RF dari 100-400kHz. MF cocok untuk memanaskan part berukuran besar dan sedang dengan kedalaman casing yang dalam, sedangkan RF cocok untuk memanaskan part kecil dan tipis dengan kedalaman casing yang dangkal. Beberapa contoh dari aplikasi pengerasan induksi dan frekuensi khas mereka adalah:
- Pengerasan kontur roda gigi: 3-10 kHz
- Pengerasan permukaan poros: 10-30 kHz
- Pengerasan permukaan bagian kecil: 100-400 kHz
- Pematerian induksi benda kerja logam: 100-400 kHz
- Peleburan induksi sejumlah kecil logam: 100-400 kHz13
Untuk memilih kombinasi frekuensi, daya, dan waktu terbaik untuk mengoptimalkan proses pengerasan induksi, analisis terperinci harus dilakukan dengan menggunakan simulasi komputer atau pengujian eksperimental.
Anda dapat mengirim benda kerja Anda ke KETCHANlaboratorium untuk uji pengerasan, atau konsultasikan KETCHANahli perawatan panas secara gratis.
Tags:proses pengerasan, pengerasan induksi, peralatan pengerasan induksi, panduan pengerasan induksi, frekuensi pemanasan pengerasan induksi, mesin pengerasan induksi, Proses pengerasan induksi, solusi pengerasan induksi, temper pengerasan induksi, Pemanas induksi, mesin pemanas induksi, KETCHAN, proses pengerasan permukaan