Fungsi utama ball stud adalah untuk mewujudkan gerakan naik turun roda dan gerakan kemudi. Stud bola adalah bagian keamanan penting untuk melengkapi fungsi mengemudi dan kemudi mobil. Kondisi penggunaan bagian ball stud menentukan bahwa ball stud harus memiliki kekuatan dan daya tahan yang cukup untuk menahan gaya dan getaran dari roda, yang berarti kontrol perlakuan panas pada bagian tersebut merupakan faktor kunci untuk memastikan kekuatan dan daya tahan. , Di sini pengalaman peningkatan jangka panjang dari perlakuan panas induksi untuk kancing bola diperkenalkan kepada rekan Anda untuk referensi.

1. Proses pembuatan utama pejantan bola
Stud bola yang digunakan di truk terbuat dari baja 45 standar nasional. Menurut penggunaan dan persyaratan teknis tiang bola, permukaan tiang bola harus memiliki ketahanan aus dan daya tahan yang tinggi. Proses utama: pemotongan → Saponifikasi → Cold heading → Pendinginan dan penempaan → Pengeboran → Pembubutan kasar → Penggilingan kasar → Penggilingan halus → Penggilingan halus → Penggulungan benang → Pemanasan dan pendinginan induksi, tempering → Pengujian tak rusak → Pengepakan → pergudangan.
2. Persyaratan teknis perlakuan panas induksi pejantan bola
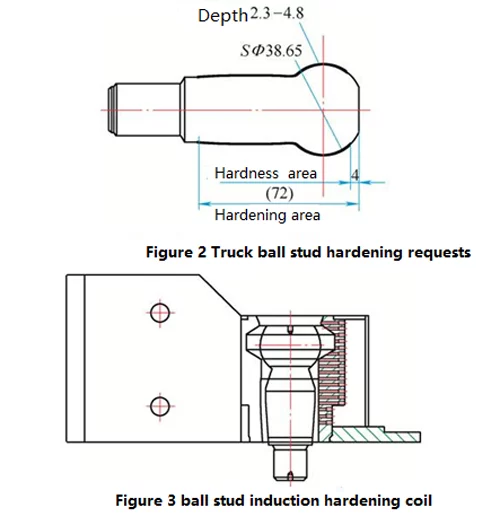
Menurut persyaratan teknis tiang bola (lihat Gambar 2), pemanasan induksi frekuensi menengah digunakan untuk pendinginan dan tempering. Mesin pemanas frekuensi menengah dengan kekuatan 200kW dan frekuensi 8000Hz; media pendingin pendinginan adalah air jernih, suhu air 20 ~ 40 ℃, dan tekanan air pendinginan adalah 0.2 ~ 0.8MPa; tempering mengadopsi tungku tempering tipe sumur dan suhu tempering 180 ° C. Struktur induktor pemanas yang digunakan ditunjukkan pada Gambar 3.
3. Masalah yang ada
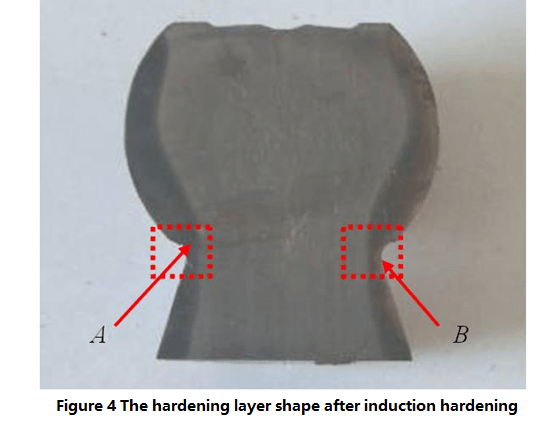
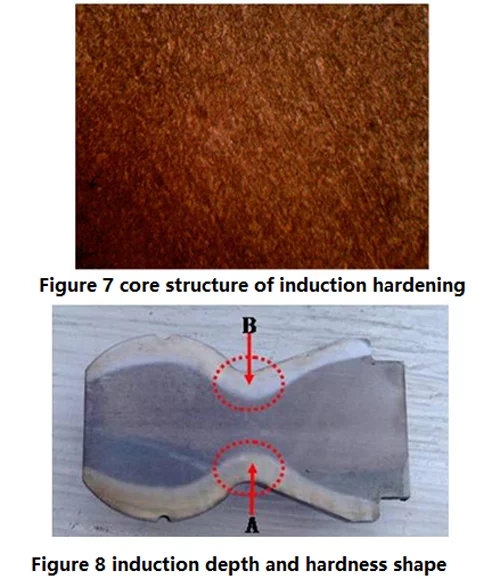
Stud bola yang diproses oleh proses perlakuan panas induksi frekuensi menengah yang disebutkan di atas dikonfirmasi dengan inspeksi: kekerasan, struktur martensit, kedalaman lapisan yang dikeraskan, area yang dikeraskan, dan bentuk semuanya memenuhi syarat dan memenuhi persyaratan teknis, tetapi dalam bentuk lapisan yang mengeras ditunjukkan pada Gambar 4 , A dan B jelas lebih dalam dari bagian lain, dan kedalaman lapisan yang mengeras sangat tidak rata, yang membawa kesulitan besar pada kontrol stabilitas perlakuan panas. Oleh karena itu, kami memutuskan untuk memperbaiki fenomena yang tidak diinginkan ini.
4. Perbaikan
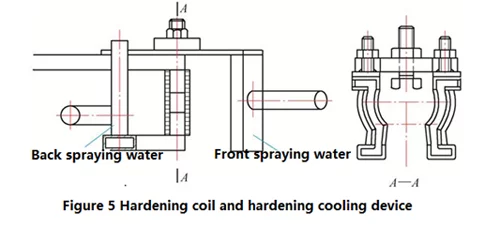
Induktor yang baru dirancang dan perangkat penyemprot air pendingin pendinginan mengadopsi struktur terpisah (lihat Gambar 5). Sisi kiri adalah sensor dan perangkat penyemprot air pendingin yang dirangkai dalam rakitan, dan tampilan penampang AA kanan adalah induktor dan perangkat pemosisian pada benda kerja. , Bentuk induktor memastikan keseragaman celah antara sisi dalam cincin efektif induktor dan benda kerja. Benda kerja ditempatkan di mekanisme penjepit bawah, dipindahkan ke induktor, disesuaikan ke posisi tengah, dipasang dengan perangkat pemosisian atas, dan kemudian diturunkan. Mekanisme penjepit perangkat mendorong pin bola untuk berputar, dan sensor diberi energi untuk memanaskan bagian-bagiannya. Setelah pemanasan selesai, kotak semprotan air pendinginan depan dan belakang disemprotkan untuk pendinginan dan pendinginan. Proses di atas diulangi untuk pejantan bola yang tidak dipadamkan, dan pejantan bola yang dipadamkan dimasukkan ke dalam tungku tempering untuk tempering.
5. Meningkatkan efek
Terapkan langkah-langkah peningkatan di atas untuk perlakuan panas induksi ulang pada ball stud. Setelah diperiksa, kekerasan temper adalah 60HRC; Kelas 2; kedalaman lapisan yang dikeraskan adalah 3.2 ~ 4.0mm, seperti yang ditunjukkan pada Gambar 8, bentuk dan kedalaman lapisan dari lapisan pengerasan tiang bola yang ditingkatkan relatif seragam, terutama kedalaman lapisan yang dikeraskan pada A dan B pada Gambar 8. Bentuknya telah ditingkatkan secara signifikan, tetapi dalam proses produksi, operator melaporkan bahwa efisiensi penjepitan dan pembongkaran rendah, menghasilkan output yang lebih rendah daripada sebelum perbaikan.
6. Tingkatkan lagi
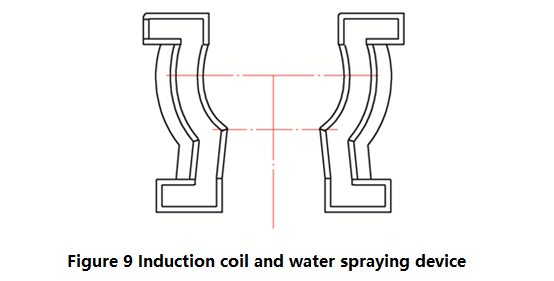
Mengingat efisiensi penjepitan dan pembongkaran yang rendah, kami terutama menganalisis bahwa perangkat pemosisian dan penjepitan yang baru dirancang tidak cukup masuk akal, yang mengarah pada operasi yang lebih manual dan membutuhkan waktu lama. Oleh karena itu, kami memutuskan untuk memperkenalkan alat mesin vertikal untuk menggantikan pemosisian dan penjepitan asli. Hal ini mengurangi waktu mur pengencang asli dan waktu pemindahan benda kerja ke induktor saat benda kerja ditempatkan di mekanisme penjepit bawah. Untuk alasan ini, induktor split yang sesuai ditunjukkan pada Gambar 5 dan alat penyemprot air pendingin pendinginan AA Tampilan berubah menjadi keadaan yang ditunjukkan pada Gambar. 9.
Setelah mekanisme penjepitan dan pemosisian yang ditingkatkan dimasukkan ke dalam produksi, efisiensi penjepitan dan pembongkaran kembali ke keadaan produksi normal, yang memenuhi
persyaratan produksi.
7. Kesimpulan
Melalui peningkatan sistematis perlakuan panas induksi kancing bola dengan bentuk kompleks, kami memiliki pemahaman yang lebih dalam bahwa dalam proses desain proses perlakuan panas, hanya proses siklus desain berkelanjutan, verifikasi praktis, konfirmasi perbaikan, dan pemeriksaan ulang dan perbaikan dapat membuat seluruh proses perlakuan panas. Sistem terus ditingkatkan untuk lebih memenuhi persyaratan kinerja teknis yang diperlukan oleh desain bagian.
Tags:Mesin pengerasan permukaan dowel bola, pengerasan induksi pin kepala bola, Mesin Pengerasan Pin Bola, mesin perlakuan panas induksi pin bola, pengerasan induksi soket bola, Mesin Tempering Induksi Soket Bola, pengerasan induksi pejantan bola, Solusi Pengerasan Induksi Ball Stud, pengerasan induksi, alat pengerasan induksi, tiang bola pendinginan induksi
Hubungkan Produk
-
 Sistem Pengerasan CNC
Sistem Pengerasan CNCAlat Mesin Pendinginan CNC
-
Sistem Pengerasan CNC
Mesin Pengerasan Induksi CNC
-
Sistem Perlakuan Panas Induksi
Mesin Pengerasan Induksi Bola Stud


