Tes proses ini di bawah kondisi produksi yang ada, pada camshaft yang radius lingkaran dasarnya R80mm, menggunakan sensor profil, pada KGPS-250kW catu daya frekuensi menengah dan KQCJC-1500 Alat mesin pengerasan CNC diproduksi oleh perusahaan kami. Profil cam dari bagian camshaft injeksi bahan bakar dan bagian camshaft intake dan exhaust diperkeras secara induksi. Melalui optimalisasi sensor dan kontrol proses, masalah kedalaman lapisan yang mengeras (kedalaman lapisan atas lift terlalu dalam, dan kedalaman lapisan lingkaran dasar terlalu dangkal), zona lunak di zona transisi, dan bagian atas lift yang terlalu panas dan retak teratasi.
1. Persyaratan teknis suku cadang
(1) Komposisi kimia Material bagian camshaft adalah 50CrMo4 (Jerman grade 1.7228), dan komposisi kimianya ditunjukkan pada Tabel 1.
| Tabel 1: Komposisi kimia baja 50CrMo4 (fraksi massa) % | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elemen | C | Si | Mn | Cr | Mo | P | S | Fe |
| Nilai yang terukur | 0.52 | 0.12 | 0.65 | 1.1 | 0.20 | 0.01 | 0.012 | Kelebihan |
| Standar DIN 10083 | 0.46 ~ 0.54 | ≤ 0.40 | 0.50 ~ 0.80 | 0.90 ~ 1.20 | 0.15 ~ 0.30 | ≤ 0.035 | ≤ 0.035 | Kelebihan |
(2) Persyaratan teknis untuk pendinginan poros bubungan Kedalaman lapisan yang mengeras pada profil bubungan adalah 5.5-8.5 mm, dan kekerasan permukaan adalah 60-64HRC.
2. Deskripsi masalah dan solusinya
Kedalaman lapisan pengerasan dan kekerasan permukaan pengerasan induksi bervariasi luas satuan frekuensi, bentuk, dan ukuran induktor, bahan, bentuk, dan ukuran bagian yang diproses, struktur matriks sebelum perawatan, metode pemanasan, waktu pemanasan, pendingin Faktor utama seperti jenis dan metode pendinginan bervariasi.
Biasanya, saat permukaan camshaft cam induksi mengeras, kedalaman lapisan yang mengeras di ujung lobus bubungan terlalu dalam, dan kedalaman lapisan yang mengeras di lingkaran dasar bubungan dangkal; Masalah kualitas seperti keseragaman dan pendinginan retakan. Untuk tujuan ini, kami mengambil langkah-langkah berikut untuk memecahkan kemungkinan masalah yang disebutkan di atas.
- Optimasi struktur induktor
Struktur sensor terutama mencakup diameter dalam lingkaran efektif sensor (menentukan celah dengan benda kerja), tinggi, dan sudut semprotan.
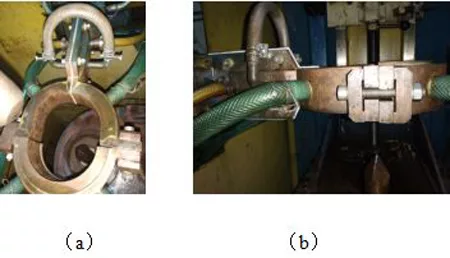
Menurut bentuk bagiannya, perusahaan kami mempercayakan produsen sensor profesional untuk membuat sensor profil khusus, terutama untuk menambah ketinggian kedua sisi lingkaran dasar sensor sekitar 4mm; untuk memastikan jarak antara lingkaran efektif dan bagian adalah 5-6mm (lihat Gambar 1). Melalui desain celah bagian dalam dan ketinggian induktor yang ditingkatkan, keseragaman pemanasan induktor ditingkatkan, dan kedalaman lapisan yang mengeras dijamin secara efektif.
Gambar 1 Struktur induktor
- Pemilihan parameter listrik
Pemilihan frekuensi catu daya pemanas camshaft terutama bergantung pada bentuk geometris cam dan kedalaman lapisan pemanas. Dalam pemanasan induksi, setelah permukaan dipanaskan, panas dengan cepat dialirkan dari permukaan ke bagian dalam benda kerja. Kedalaman pemanasan sebenarnya ditentukan oleh waktu pemanasan, kerapatan watt, dan frekuensi. Kedalaman penetrasi arus ke permukaan benda kerja terutama terkait dengan frekuensi arus.
Dikombinasikan dengan kondisi sebenarnya dari alat uji, mengingat kedalaman lapisan yang mengeras sangat dalam, maka pemanasan induksi dilakukan secara konduksi. Menurut persyaratan teknis bagian, hubungan antara kedalaman lapisan pemanas dan frekuensi peralatan yang digunakan, frekuensi dipilih dari 4.5 hingga 5.5 kHz. Menurut bentuk struktural benda kerja, rasio transformasi transformator pada ujung keluaran catu daya adalah 14:1. Setelah pengoptimalan proses, tegangan frekuensi menengah adalah 550-600V, tegangan DC 475-500V, arus DC 220-240A, dan daya 90-100kW. Tegangan dan arus yang digunakan dalam proses aslinya relatif tinggi, mengakibatkan panas berlebih lokal dan bahkan retaknya beberapa bagian.
- Kontrol proses pendinginan
(1) Posisi pemanasan Karena pemanasan dan pendinginan poros bubungan harus secara akurat mengontrol posisi pemanasan, persyaratan untuk lubang tengah di kedua ujung benda kerja selama pemesinan relatif tinggi. Jika bentuk dan kedalaman lubang atas tidak distandarisasi, maka secara langsung akan mempengaruhi posisi pemosisian pemanas induksi dan mempengaruhi kualitas quenching.
(2) Saat celah antara induktor dan benda kerja dipadamkan, bubungan ditempatkan secara vertikal. Kami mengoptimalkan ketinggian kedua sisi lingkaran dasar induktor sebesar 4mm dan mengoptimalkan celah aksial dan radial antara cincin efektif induktor dan bagiannya. Kontrol yang masuk akal. Celah antara sensor dan ujung cam disesuaikan dari aslinya 7.5mm menjadi 10mm, celah antara sensor dan bagian pengangkat cam disesuaikan dari aslinya 6mm menjadi 4.5mm, dan celah antara lingkaran dasar cam sensor disesuaikan dari aslinya 7.5mm menjadi 5mm sehingga suhu pemanasan cam cenderung seragam, dan perbedaan yang terlalu besar pada kedalaman lapisan yang mengeras dan masalah kualitas sabuk lunak di zona transisi dapat dihindari.
(3) Pendinginan sedang Jika konsentrasi, suhu, waktu pendinginan, sudut semprotan, dan tekanan semprotan dari media pendingin pendinginan tidak dikontrol dengan baik, mudah menyebabkan cacat kualitas seperti pendinginan bagian yang retak, sabuk lunak, dan pengelupasan tepi dan sudut. Melalui pengujian, kami menggunakan media pendinginan yang larut dalam air AQ251 dengan konsentrasi 10% hingga 12%, suhu pengoperasian 20 hingga 30°C, dan tekanan semprotan 1.2MPa, yang secara efektif menghilangkan cacat di atas.
3. Proses verifikasi
- Inspeksi kedalaman lapisan yang mengeras
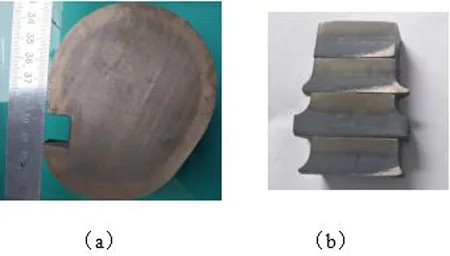
Lakukan pemotongan kawat pada poros bubungan setelahnya pengerasan induksi sepanjang penampang profil bubungan, dan lakukan pemotongan aksial sesuai dengan lobus bubungan, angkat, lingkaran dasar, jatuhkan dan bagian lainnya, hancurkan lapisan yang terkena pemotongan kawat, lalu lewati asam nitrat 3% hingga 5% korosi alkohol, profil lapisan pengerasan induksi ditunjukkan pada Gambar 2, dan kedalaman lapisan pengerasan (metode kekerasan) dan pengujian kekerasan permukaan ditunjukkan pada Tabel 2. Kedalaman lapisan pengerasan camshaft setelah pendinginan memenuhi persyaratan proses, kedalaman lapisan seragam dan tidak ada sabuk lunak yang ditemukan.
Gambar 2 Bagian camshaft setelah pengerasan induksi
| Tabel 2: Kedalaman lapisan keras dan kekerasan permukaan | |||||
|---|---|---|---|---|---|
| Barang pengukur | Persyaratan teknis | Ujung camshaft | Mengangkat | Lingkaran dasar | Menjatuhkan |
| Kedalaman kasus/mm | 5.5 ~ 8.5 | 7.0 ~ 7.9 | 6.8 | 6.6 | 6.5 ~ 6.7 |
| Kekerasan permukaan | 60 ~ 64 | 60.5 ~ 64 | 60.5 ~ 63.5 | 61.5 ~ 63 | 61 ~ 63.5 |
- Temperatur suhu rendah dan inspeksi partikel magnetik
Setelah pengerasan induksi, lakukan temper suhu rendah pertama dalam waktu 1 jam dan kemudian lakukan temper kedua setelah pendinginan hingga suhu kamar. Dua proses temper suhu rendah adalah 140 ℃ × 4.5 jam, dan pendinginan udara; temper suhu rendah adalah untuk mengurangi tegangan pendinginan dan mencegah retak. Tidak ada overheating dan retak pada tepi dan sudut yang ditemukan pada camshaft yang telah dipadamkan, dan tidak ada tanda cacat magnetik yang ditemukan setelah pemeriksaan partikel magnetik.
Hasil menunjukkan bahwa melalui peningkatan proses quenching, masalah kualitas pada pengerasan induksi frekuensi menengah pada camshaft pada dasarnya teratasi.
4. Kesimpulan
(1) Melalui optimalisasi struktur sensor dan kontrol yang tepat dari posisi pemanasan, suhu pendinginan dan kedalaman lapisan yang mengeras di lingkaran dasar dapat ditingkatkan, sedangkan suhu pendinginan dan kedalaman lapisan yang mengeras di ujung cam dapat dikurangi, secara efektif memastikan kedalaman lapisan yang mengeras.
(2) Dengan mengendalikan celah aksial dan radial secara wajar antara lingkaran efektif induktor dan bagian-bagiannya, suhu pemanasan bubungan cenderung seragam, dan suhu dasar disebabkan oleh perbedaan suhu yang berlebihan antara bagian atas lift dan lingkaran dasar dihindari Perbedaan kedalaman antara lingkaran dan bagian pengangkatan bubungan terlalu besar dan kualitas sabuk lunak di zona transisi.
(3) Dengan secara efektif mengontrol konsentrasi, suhu, waktu pendinginan, dan tekanan semprot dari media pendingin pendinginan, cacat kualitas seperti retak pendinginan, pita lunak, dan pengelupasan tepi dan sudut bagian berkurang.