Sebelum perlakuan panas induksi permukaan produk roda mobil, desain induktor sangat penting. Kualitas dari koil pemanas induksi secara langsung mempengaruhi debugging dan pemrosesan produk dan berdampak besar pada kualitas pendinginan produk. Untuk perlakuan panas induksi produk tertentu, analisis dan diskusikan desain induktor hingga penyelesaian commissioning produk.
Ringkasan
Logam dapat dipanaskan dalam induktor, terutama dengan mengandalkan fenomena induksi elektromagnetik. Inti dari induksi elektromagnetik adalah: medan magnet bolak-balik menyebabkan medan listrik bolak-balik, dan medan listrik bolak-balik menyebabkan medan magnet bolak-balik. Ketika arus bolak-balik melewati sebuah konduktor, kerapatan arus pada permukaan konduktor relatif besar, sedangkan kerapatan arus di dalam konduktor relatif kecil. Fenomena ini adalah efek kulit, juga dikenal sebagai efek kulit atau efek permukaan. Selain itu, ada efek kedekatan dan efek cincin, yang sangat penting untuk perlakuan panas induksi. Perlakuan panas induksi memiliki waktu pemanasan yang singkat, lebih sedikit kulit oksida, deformasi kecil, hemat energi, dan perlindungan lingkungan, dan mudah untuk mewujudkan mekanisasi dan otomatisasi. Oleh karena itu, banyak digunakan dalam pembuatan mobil, traktor, mesin konstruksi, mesin berat, industri bantalan, kereta api dan metalurgi dan industri lainnya. Trennya sangat bagus.
Penulis telah terlibat dalam pengerasan induksi hub roda mobil selama hampir 10 tahun. Alur proses perlakuan panas induksi flensa luar dan flensa dalam dianalisis dan disortir di bawah ini untuk referensi dan diskusi oleh rekan kerja.
Analisis Gambar Produk
Struktur sayap luar dan sayap dalam masing-masing ditunjukkan pada Gambar 1 dan Gambar 2.
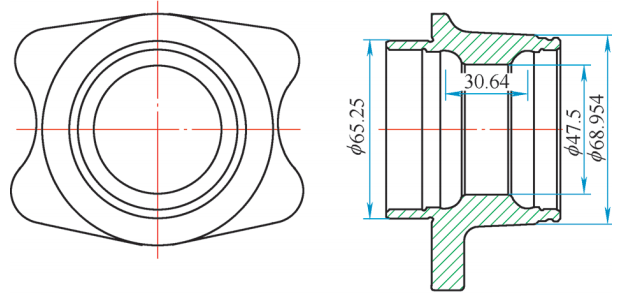
Gambar 1 Struktur sayap luar
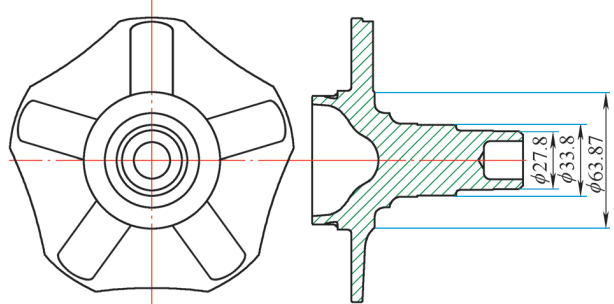
Gambar 2 Struktur sayap bagian dalam
1. Dimensi kritis
Flensa luar (lubang dalam): ketebalan dinding produk, diameter dalam, tinggi, jarak alur, ukuran lingkaran dasar, struktur keseluruhan, dll.
Jarak alur produk ini adalah 30.64 mm, diameter lingkaran dasar 65.25 mm, ketebalan dinding kaliber 10 mm, dan panjang area pendinginan 40 mm. Flensa dalam (lingkaran luar): diameter poros saluran utama produk, tinggi poros, ukuran lingkaran dasar, dan struktur keseluruhan, dll. Produk ini adalah poros padat dengan diameter saluran utama 33.8 mm, tinggi poros 71.1mm, diameter lingkaran dasar 60mm, dan panjang area pendinginan 52mm.
2. Persyaratan teknis
Persyaratan teknis perlakuan panas ditunjukkan pada Gambar 3 dan Gambar 4.
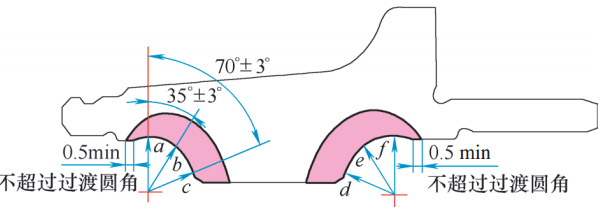
Gambar 3 Flensa luar
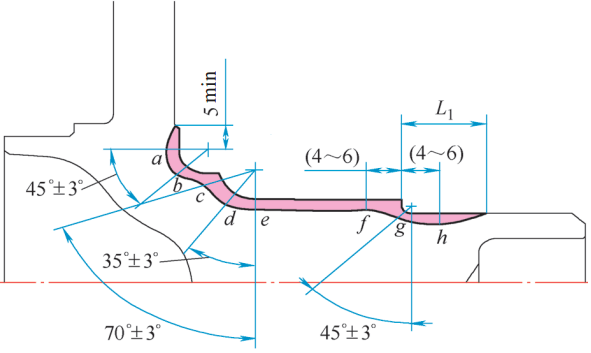
Gambar 4 Flensa bagian dalam
(1) Persyaratan teknis untuk pendinginan dan penempaan flensa dalam dan luar
Kekerasan permukaan pendinginan adalah 62-65HRC, dan kekerasan permukaan temper adalah 59-63HRC. Struktur metalografinya adalah martensit 4~6.
(2) Persyaratan teknis untuk pendeteksian sayap luar
Terdeteksi ke arah sudut pola, a, titik f Ds = 1.9 ~ 3.2mm; b, e titik Ds = 2.2 ~ 3.7mm; c, d titik Ds ≥ 2.4mm.
(3) Persyaratan teknis untuk pendeteksian flensa bagian dalam
Deteksi titik a, b, e, h Ds=1.9~3.7mm pada arah sudut pola; titik d Ds=2.2~3.7mm; titik g Ds≥1.5mm; titik c Ds≥2.4mm; titik f Ds=2~6mm.
3. Buat pola sensor produk
Menurut data dimensi di atas dan persyaratan teknis terkait produk, ukur tinggi total sensor dan ukuran lingkaran efektif, gambar pola desain sensor, modifikasi sesuai situasi aktual, dan akhirnya tentukan bentuk koil pengerasan induksi.
4. Tentukan bahan dan ukuran koil pengerasan induksi
Grafik koil pengerasan induksi terdiri dari koil efektif, pelat konduktif, pelat kontak, dan aksesori, dan terbuat dari berbagai bahan.
(1) Pelat kontak konduktif, ring efektif, dan pelat konduktif. Terbuat dari tembaga murni T2 dan dibrazing dengan elektroda kuningan.
(2) Pipa saluran masuk dan keluar air adalah pipa tembaga bulat dengan diameter luar 12 mm dan tebal dinding 2 mm; pipa tembaga persegi 14mm × 14mm × 2mm.
(3) Lingkaran efektif. Pipa tembaga persegi dari flensa luar berukuran 8mm×10mm×1.5mm; pipa tembaga persegi dari flensa bagian dalam adalah 12mm×15mm×2mm.
1. Pola desain koil pengerasan induksi
Grafik koil pengerasan induksi desain ditunjukkan pada Gambar 5.
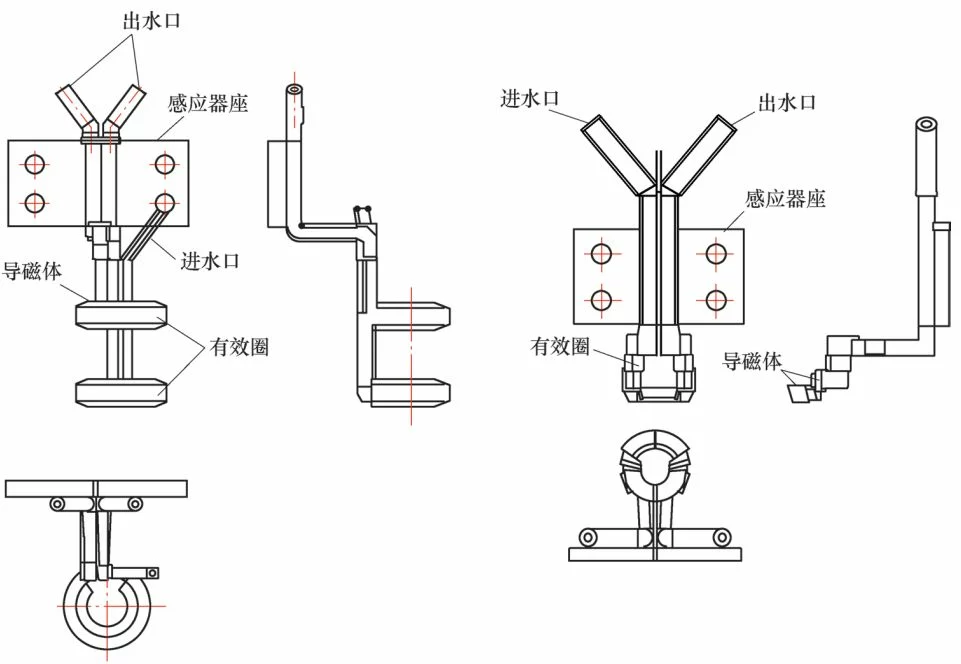
Gambar 5 pola desain koil pengerasan induksi
(1) Menurut struktur produk, rancang, ukur dan gambar pola sensor, dan tandai nama setiap komponen.
(2) Pelat kontak. Seperti yang ditunjukkan pada Gambar 6.
Gambar 6 Sambungkan pelat
Pelat kontak harus memastikan bahwa itu dapat dihubungkan dengan andal, erat, dan kokoh dengan transformator pendinginan. Ketebalan pelat kontak harus >1.57d (d adalah kedalaman penetrasi saat ini), tetapi <12mm, dan ketebalan pelat di sini harus 10mm.
Lebar papan bervariasi sesuai dengan kekuatan sensor. Umumnya, ini dipilih dalam kisaran 60-190mm, dan batas atas dipilih saat daya besar. Di sini, lebar papan dipilih sebagai 60mm, dan panjang papan dipilih sebagai 70mm.
Diameter pukulan baut penekan pada pelat kontak adalah 15mm, dan total ada 4 lubang baut, dan bautnya bisa menggunakan M12. Perlu dicatat bahwa posisi keempat lubang pemasangan harus diukur dengan baik, jika tidak, sambungan dengan trafo tidak akan pada tempatnya.
Selain itu, daya pada induktor didistribusikan di sepanjang konduktor, sehingga pelat konduktif harus lebar, bukan sempit.
(3) Desain lingkaran sensor yang efektif. Untuk memastikan kualitas produksi sensor, beberapa cetakan yang diperlukan harus disiapkan.
Produksi cincin yang efektif membutuhkan cetakan mandrel yang berliku (lihat Gambar 7), dan tabung tembaga dililitkan pada mandrel setelah anil. Diameter mandrel harus sedikit lebih kecil dari diameter induktor setelah melilitkan produk jadi.

Gambar 7 Gulungan cetakan mandrel
Ambil flensa luar sebagai contoh: lebar tabung tembaga di lingkaran efektif koil induksi adalah 10mm, diameter bahu produk adalah 47.5mm, dan diameter mandrel bisa 35mm. Produk flensa bagian dalam juga memilih belitan mandrel, di mana koil induksi di sudut R dari produk belitan dapat dipilih, diameter mandrel bisa 63mm, dan bagian koil induksi ini harus diproses menjadi kemiringan dengan sudut tertentu untuk meningkatkan efisiensi pendinginan di sudut R. . Cincin efektif bagian lain dililitkan sesuai dengan ukuran gambar.
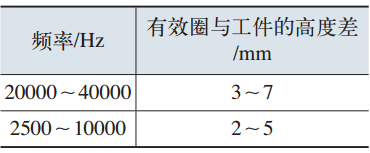
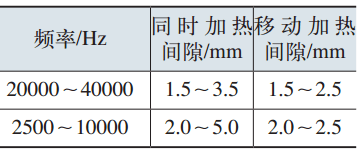
(4) Parameter ditentukan. Induktor dibagi menjadi pendinginan lingkaran luar dan pendinginan lubang dalam. Perbedaan ketinggian antara lingkaran efektif dan benda kerja serta jarak antara lingkaran efektif dan benda kerja harus ditentukan sesuai dengan frekuensi peralatan pendinginan di lokasi, seperti yang ditunjukkan pada Tabel 1 hingga Tabel 4.
Tabel 1 Perbedaan ketinggian antara ring efektif dan benda kerja saat lubang bagian dalam dipanaskan
Tabel 2 Celah antara ring efektif dan benda kerja saat lubang bagian dalam dipanaskan
Tabel 3 Perbedaan ketinggian antara ring efektif dan benda kerja saat lingkaran luar dipanaskan pada waktu yang sama
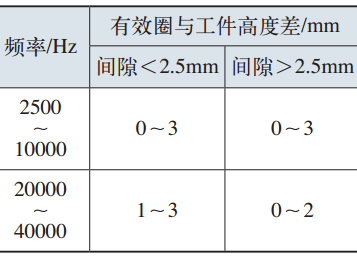
Tabel 4 Celah antara cincin efektif dan benda kerja saat lingkaran luar dipanaskan
Debugging dan Penerimaan Produk
1. Instalasi
(1) Pilih a alat mesin pengeras untuk memasang sensor dan alat bantu, seperti terlihat pada Gambar 16.
Gambar 16 pemasangan kumparan induksi dan alat bantu
Tindakan Pencegahan Instalasi:
- Pastikan untuk memperhatikan kedekatan koneksi antara kumparan induksi dan trafo saat memasang perkakas, dan baut harus dikunci.
- Perhatikan vertikalitas lingkaran efektif dan produk saat memasang sensor, sensor tidak boleh dimiringkan, jika tidak maka akan mempengaruhi kualitas pendinginan produk.
- Flensa luar perlu dipasang dengan selongsong tekanan produk sebagai perangkat penyerap panas, yang lebih stabil daripada beberapa metode penyemprotan eksternal tambahan.
- Periksa runout melingkar benda kerja saat diputar pada fixture. Runout melingkar perkakas umum ≤ 0.3mm.
(2) Pencocokan kekuatan peralatan pengerasan induksi adalah 250kW/8~30kHz.
(3) Sesuaikan peralatan pengerasan, tentukan proses pengerasan yang sesuai, dan penuhi persyaratan teknis pengerasan produk.
Produk flensa luar: rasio input daya 98%, waktu pemanasan 7.4 detik, waktu pendinginan 14 detik, konsentrasi cairan pendingin 1.5% ~ 2.5%.
Produk flensa bagian dalam: rasio input daya 98%, waktu pemanasan 7.7 detik, waktu pendinginan 20 detik, konsentrasi cairan pendingin 1.5% ~ 2.5%.
Cairan pendingin yang larut dalam air Shanghai Houghton digunakan, dan konsentrasinya dideteksi oleh refraktometer.
2. Penyesuaian perangkat pendingin
(1) Menjamin tekanan pendinginan, di sini tekanan pendinginan cairan pendingin adalah 0.25-0.4MPa, dan tekanan pendinginan sensor adalah 0.5-0.8MPa.
(2) Posisi alat pendingin diatur agar air pendingin tidak tersumbat atau tersumbat.
(3) Air pendingin memiliki dua bagian, satu adalah cairan pendingin, dan yang lainnya adalah air pendingin sistem, dan penukar panas umumnya digunakan untuk pendinginan suhu.
Suhu cairan pendinginan umumnya tidak lebih tinggi dari 35 ° C. Jika suhunya terlalu tinggi, akan menyebabkan pendinginan yang tidak memadai, yang mengakibatkan masalah kualitas produk. Suhu air pendingin dalam sistem adalah air lunak untuk mendinginkan peralatan listrik. Suhu ini umumnya dikontrol pada 30°C dan tidak boleh lebih rendah dari suhu kamar. Jika tidak, tetesan air akan mengembun di permukaan peralatan listrik yang didinginkan dan mudah merusak peralatan listrik.
3. Metode pemeriksaan produk
Inspeksi produk perlakuan panas memerlukan mesin pra-penggilingan spesimen metalografi dan pemotongan kawat.
4. Proses penempaan produk
Tempering benda kerja yang diperkeras dengan induksi meliputi self-tempering, tempering induksi, dan tempering tungku. Produk-produk di sini ditempa dalam tungku.
Temperatur temper ditentukan sesuai dengan persyaratan teknis benda kerja. Umumnya, ketika persyaratan kekerasan di atas 52HRC, suhu tempering adalah 180-200°C dan waktu tempering adalah 1.5 jam; ketika persyaratan kekerasan di atas 56HRC, suhu temper bisa 160 ° C dan waktu temper adalah 1.5 jam.
Proses tempering produk ini akhirnya ditentukan sebagai temperatur tempering 165°C dan waktu tempering 2.5 jam.
5. Inspeksi
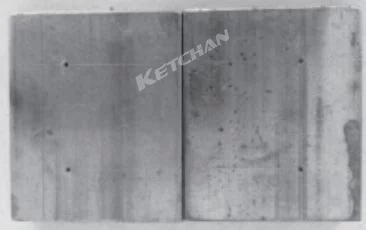
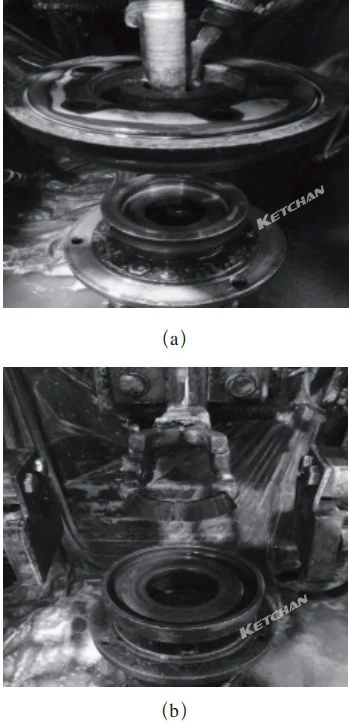
Gambar 17 dan Gambar 18 merupakan contoh produk yang telah berhasil di-debug.

Gambar 17 Sampel pendinginan flensa luar

Gambar 18 Sampel pendinginan flensa bagian dalam
Tabel 5 dan Tabel 6 adalah data inspeksi produk debug bagian pertama
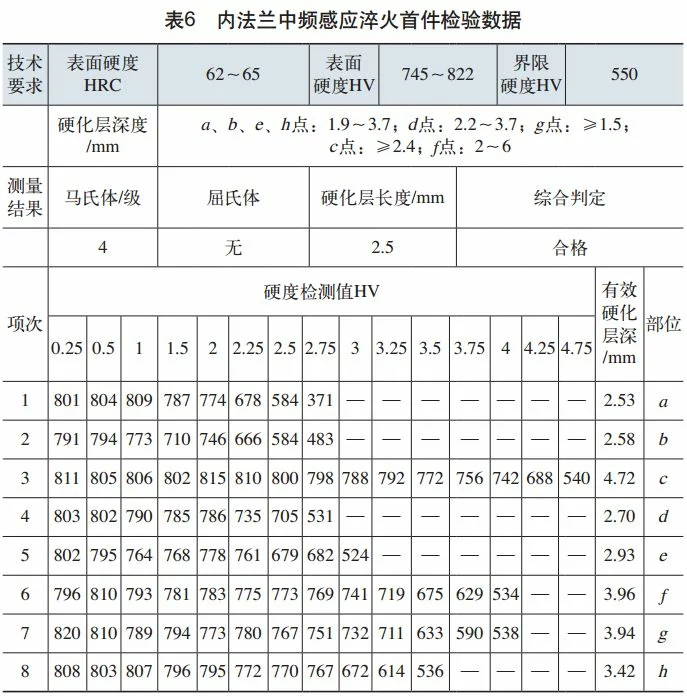
Diuji oleh penguji kekerasan Vickers, kekerasan permukaan produk dan kedalaman lapisan pengerasan yang efektif semuanya memenuhi persyaratan teknis. Perlakuan panas produk ini telah berhasil diselesaikan mulai dari desain sensor perkakas hingga debugging produk.
Epilog
Struktur, bentuk, dan ukuran kumparan induksi adalah masalah inti dari teknologi pengerasan induksi, yang berdampak langsung pada pengerasan induksi kualitas, efisiensi produksi, dan konsumsi energi suku cadang. Oleh karena itu, cocok koil pemanas induksi adalah cara penting untuk membuat pengerasan induksi mendapatkan kualitas tinggi, efisiensi tinggi, dan hemat energi.